Reading Guide: the real-time temperature monitoring system for multiple transformers is based on the existing equipment of cold rolling sheet plant of Tangshan Iron and Steel Co., Ltd., which increases the temperature monitoring of transformers to reduce the labor intensity of workers. The generated temperature and current curve chart is helpful to analyze the working and health condition of transformer and load distribution. According to the recorded data, maintenance plan and reasonable load distribution can be made.
1 Introduction
Dry type transformer is widely used in power system because of its advantages of fire prevention and flame retardant, simple installation environment, convenient daily maintenance and simple structure. Load change and winding over temperature are the main causes of dry-type transformer faults. In order to improve the reliability of power system operation and prolong the service life of dry-type transformer, the temperature of dry-type transformer should be monitored in real time. Overload operation of transformer will increase the temperature, accelerate the aging process of transformer insulation and reduce the service life of transformer. According to the research statistics, the service life of insulation will be reduced by half when the temperature of insulation increases by 8 degrees.
2 system analysis
2.1 causes of over temperature
The temperature rise of transformer is mainly caused by iron loss and copper loss. The main reasons of transformer core heating are hysteresis loss, eddy current loss and heat conduction of winding. When the primary winding of the transformer is electrified, the magnetic flux generated by the coil flows in the core. Because the core itself is also a conductor, the potential will be induced on the plane perpendicular to the magnetic line of force. This potential forms a closed circuit on the cross section of the core and generates current, forming "eddy current". This "eddy current" increases the iron loss of the transformer, heats the core of the transformer and increases the temperature rise of the transformer. The winding transformer needs copper wires. These copper wires have DC resistance. When the current flows through them, a certain amount of power will be consumed. This part of the loss is often consumed as heat, which makes the winding hot.
2.2 control requirements
In order to monitor and control the temperature of transformer in real time, the designed system is required to measure the temperature of winding and core of several transformers, display it in HMI in real time, and analyze the data. Once the temperature exceeds the set maximum temperature, it will give an audible and visual alarm, and automatically cut off the load for protection when reaching the limit set temperature. When the temperature reaches the set value of forced cooling, start the fan for forced cooling. The server can record the temperature of the transformer and generate the curve, which can provide query for the technical personnel at any time.
3 system design
The system is mainly composed of temperature acquisition and transmission unit, I / O module, PLC, server, network and data communication, as shown in Figure 1.
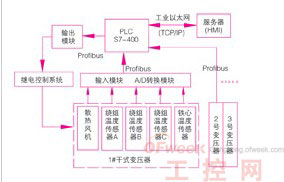
Figure 1 system composition block diagram
3.1 temperature acquisition unit
The thermal resistance cu100 is used to measure the temperature of transformer winding and core. Thermal resistance is the use of material in the temperature change, its resistance also changes with the characteristics to measure temperature. The measurement range is 0 ~ 150 ℃, R0 = 100 ω.
3.2 human machine interface (HMI)
The man-machine interface is used to display the temperature of each transformer, and can easily set the parameters of the system, such as alarm temperature value, load removal temperature value, fan start / stop temperature value and so on. The temperature of winding and core of each transformer can be viewed in real time, and the relationship curve between transformer load and temperature can be displayed. If necessary, the fan can be manually started / stopped, the alarm can be eliminated and the load can be cut off through the button on HMI. On the server, all kinds of alarm information, temperature value and time of each phase at the time of failure are recorded, which can be queried according to time conditions, and printed and output load chart as required. The data acquisition and processing, fan operation and fault alarm of the system are completed by PLC and HMI through the corresponding program.
3.3 remote I / O module
The acquisition of temperature signal and the opening of fan are realized by remote I / O module. Analog input module sm431 (order number 6ES7 431-1kf10-0ab0) is used for temperature signal acquisition. The module can measure the resistance with a resolution of 13 bits, and the analog part is isolated from the CPU without external power supply. The analog quantity of the module can be read out by fc105 function block in step 7. The module is connected with PLC through Profibus network, which converts the collected temperature signal into digital quantity and sends it to PLC. The output module adopts digital output sm422 module (order number is 6ES7 422-1h00-0aa0), 16 point output, isolated into 8 groups, 1 group for each 2 channels, output current 5A, rated load voltage 230V.
3.4 monitoring unit
High performance and high-speed Siemens S7-400 PLC is used to scan and calculate the temperature detection units in real time. Combined with the input parameters of HMI, the transformer fan is controlled. If it exceeds the set limit value, the sound and light alarm will be sent out on the HMI, and the load will be cut off when it reaches the limit value. S7-400 automation system adopts modular design, with module expansion and configuration functions, so that it can be flexibly combined according to each different demand. Et200 distributed I / O can be used for remote expansion, which is very practical for a wide range of distributed systems. Through PROFIBUS DP interface, 125 bus nodes can be connected at most. When using optical fiber, the distance of the last node can reach 23km. In the integrated HMI service, users only need to define the source and destination address for the HMI service, and the system will automatically transfer information. The CPU module integrates MPI and DP communication interface, PROFIBUS DP and industrial Ethernet communication module, as well as point to electric communication module. Through PROFIBUS DP or AS-I fieldbus, the data of I / O module can be automatically exchanged periodically (process image data exchange). Data can be exchanged between automation system, PLC, computer and HMI station. Data communication can be automatically carried out periodically or called by user program block based on event driven.
3.5 network and data communication system
The field network organically connects each control level of the computer control system with the sensors and actuators scattered in the field, which creates conditions for realizing the comprehensive automation of the large-scale engineering system. According to the control level requirements and network characteristics, industrial Ethernet, PROFIBUS DP and AS-I bus are used in the pickling line system of Tangshan Iron and Steel Co., Ltd. Industrial Ethernet uses optical fiber cable as the transmission medium. The optical cable is not affected by electromagnetic interference, and the communication is fast and reliable. It realizes the data communication between engineer station, HMI, HMI server, fast data analyzer FDA and S7-400 PLC system, and achieves the purpose of production management and engineering control. PROFIBUS DP network is used to realize automation system and distributed I / O station (SIMATIC ET200S), Siemens driver and MCC DP / as-i
Data communication between links. PROFIBUS DP network has fast response speed and high anti-interference, which effectively ensures the transmission of field status signal and control data.
4 programming
4.1 application software
The HMI operating system is Windows 2000 Server SP 5, and the application software is Wonderware Introuch ver.8 SP 4. Introuch is an object-oriented, open data and open function 32-bit application system running on PC under Windows 2000 or Windows XP operating system. InTouch provides basic functional modules for graphic display, information processing, archiving and reporting in industry. It also provides optional software packages such as user documents, process control software packages and open development tools. Its powerful driver interface, fast graphics update and safe archiving function have a high possibility. The structured data storage mode ensures that the data of configuration production and operation process can be read accurately. The programming software of PLC is STEP7 V5.3 SP3. The programming software of STEP7 is a standard software package for S7-300 / 400 PLC configuration and programming based on Windows 2000 / XP or Windows Server 2003. Through step 7, users can configure the system and program, debug, diagnose the configuration status of PLC hardware online, control the running status of PLC and the status of I / O channel.
4.2 function block flow chart
The transformer temperature monitoring function block is called in the main program, and the function flow chart is shown in Figure 2.

图2 流程图
5 Conclusion
The real-time temperature monitoring system of several transformers is based on the existing equipment of cold rolling sheet plant of Tangshan Iron and Steel Co., Ltd., which increases the temperature monitoring of transformers to reduce the labor intensity of workers. The generated temperature and current curve chart is helpful to analyze the working and health condition of transformer and load distribution. According to the recorded data, maintenance plan and reasonable load distribution can be made. There are six dry-type transformers in the cold rolling sheet plant of Tangshan Iron and Steel Co., Ltd. in order to monitor the temperature of the transformer, the staff need to record the temperature of each phase three times a day, and use the infrared electronic thermometer to measure the core temperature of each transformer, so as to analyze and master the working condition of the transformer. In this paper, a set of transformer temperature network monitoring system is designed on the basis of the existing equipment in the cold rolling sheet plant of Tangshan Iron and Steel Co., Ltd., which reduces the labor intensity of workers and improves the reliability of the equipment.




 Service
Service